Hinzufügen von Endschaltern / Endanschlägen – automatisches Homing / Referenzfahrt
Info
Inzwischen haben fast alle Laser eine neue Firmware, die in der Regel nicht neu geflasht werden muss und direkt funktionieren sollte. Das gilt insbesondere für die S30 und S30 Ultra-Reihen (und die aktuellen S9 mit 32bit-Board). Ruhig erst so probieren, bevor man etwas flasht.
Bei älteren Boards erfordert das Hinzufügen von End-Stop-Schaltern und damit das Aktivieren von der Referenzfahrt das Flashen einer neuen Firmware auf dem Controller, bei der das Homing aktiviert ist. Für einen Sculpfun-Laser (S6 und S9 Modelle) empfehle ich unbedingt die von mir erstellte “Firmware 1.1h_S6S9”. Diese enthält alle notwendigen Einstellungen. Alternativ die Firmware “1.1h custom, XY homing”, die einfach über LaserGRBL geflasht werden kann. Weitere Informationen finden sich auf der Firmware-Update-Seite. Wenn man diese Firmware nicht verwendet, hat man möglicherweise andere Koordinatensystemwerte, als im folgenden Text beschrieben. Auf diesen Fall wird im letzten Abschnitt dieser Seite eingegangen.
Falls es Verständnisprobleme mit den Koordinatensystemen gibt, empfehle ich den Artikel zu Laser-Koordinatensystemen.
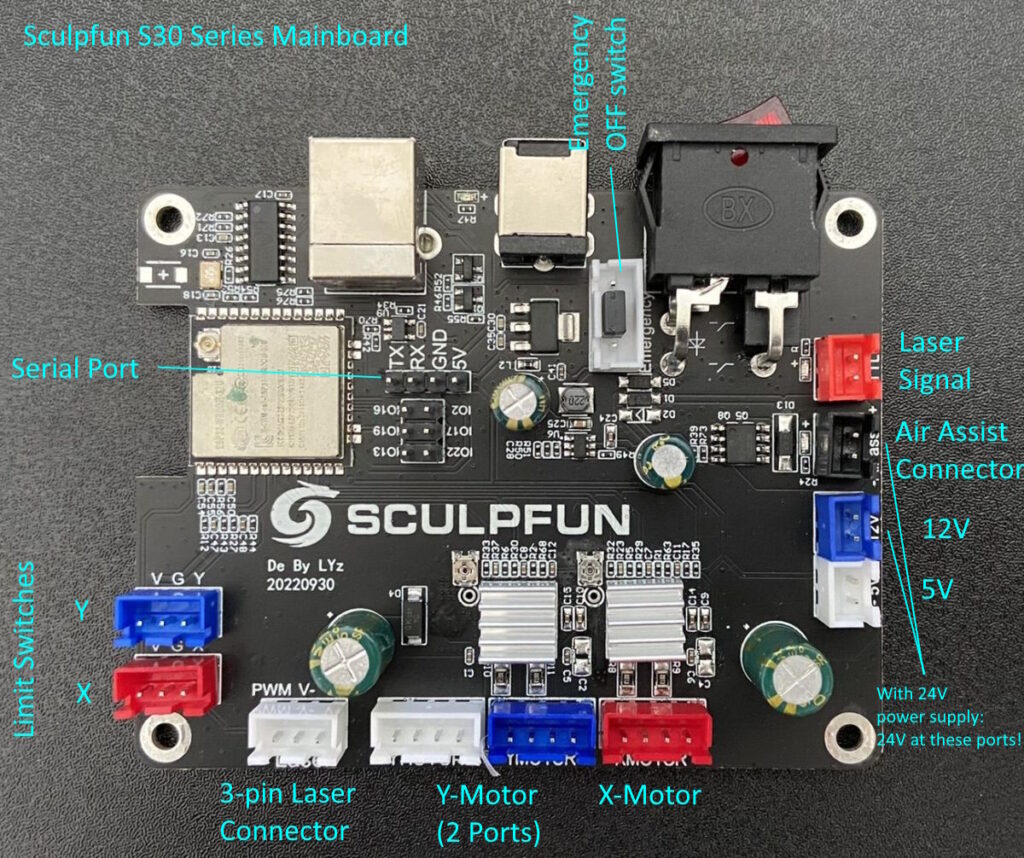
Dies ist eines der am meisten diskutierten Themen, da es die Verwendung des Lasers deutlich einfacher macht. Automatisches Homing bedeutet, dass der Laserkopf bei jedem Start in die gleiche Position bewegt wird. Dadurch kann man ein absolutes Koordinatensystem im Arbeitsbereich verwenden. Man kann einen Job erledigen, das Objekt an Ort und Stelle lassen, das System herunterfahren, morgen wiederkommen und einen weiteren Job an der gleichen Position hinzufügen. Die Firmware ist bereits generell vorbereitet, um Endschalter zu verwenden, auch die Steuerplatine. Die folgenden Bilder zeigen, wie man diese Switches anschließen muss. Weitere Informationen zu diesem Thema findet man im reprap.org Wiki – oder der grbl-Dokumentation.
Hinweis
Endschalter sind nicht zwingend notwendig für den Betrieb. Sie vereinfachen das Arbeiten in manchen Fällen, aber man kann auch einwandfrei ohne auskommen. Man kann sich ebenfalls diverse andere Hilfsmittel erstellen, um den gleichen Effekt zu erhalten, sie auch den Artikel zu Koordinatensystemen.
Sculpfun Kit
Sculpfun bietet inzwischen ein komplettes Kit für den Anschluss am S9 / S10 Laser an. Bei der S30-Serie sind die Schalter schon dabei. Das Kit ist in allen Sculpfun-Stores erhältlich, u.a. auf der offiziellen Webseite: https://sculpfun.com Das offizielle Video zur Installation findet sich unten unter Videos.



Elektrischer Anschluss
Die Anschlüsse auf dem Mainboard sind dreipolige JST-XH 2.54 Stecker.


Es gibt ein paar Anleitungen, die behaupten, man solle den Pluspol des Schalters durchtrennen. Dies ist NICHT erforderlich (kleine Einschränkung – siehe unten). Solange man die richtigen Pins anschließt, muss man elektrisch nichts ändern. Wenn man die Standardkonfiguration der grbl-Firmware verwendet, ist an den Signalpins für die Endanschläge ein interner Pull-up-Widerstand aktiviert. Daher liest der Controller eine logische 1, wenn nichts verbunden ist. Der angeschlossene Schalter muss den Pin an Masse binden, damit der Controller eine 0 lesen kann. Grundsätzlich ist also die Typ-A-Verbindung aus der obigen Abbildung ausreichend. Die meisten Schalter, die man online kaufen kann, enthalten die Schaltung nach Typ C (“Makerbot Design”). Man kann sie direkt anschließen (solange die Stifte passen) und muss sich nicht um den positiven Draht kümmern. Wenn man den trennt, verliert man auch die LED-Funktion, die anzeigt, wenn der Schalter gedrückt wird.
Achtung – Beschaltung von Schalterboards
Ich habe kürzlich herausgefunden, woher der oben genannte Tipp mit dem durchtrennten Pluspol des Schalters kommt. Wenn man Endschalter nutzt, die zwar die Schaltung nach dem Schaltbild Typ C (Bild oben, rechts) nutzt, diese aber nicht bestückt sind, kann es je nach Mainboard zu Problemen führen. Besonders bei 32bit-Boards, die 3,3V als Systemspannung nutzen. Wenn ein Typ-C-Schalter nicht bestückt ist, wird die VCC-Leitung direkt auf den Signalausgang gelegt (solange der Schalter nicht gedrückt ist). Das lässt die Boards abstürzen bzw. erzeugt eine Überlastung des Eingangspins. Daher muss hier die VCC-Leitung getrennt werden. Wenn der Schalter voll bestückt ist, dann ist das kein Problem, da die R/C-Schaltung das Problem nicht aufkommen lässt.
Also bei Schaltern wie (1) im Bild muss die VCC-Leitung abgeklemmt werden, bei Schaltern wie (2) (voll bestückt) braucht man das nicht!
Ich empfehle grundsätzlich immer bestückte Schalter zu wählen, da diese ein besseres / sauberes Signal liefern und durch die LED auch eine optische Rückmeldung geben, ob sie betätigt wurden.
Zusatzbemerkung: Benutzer berichteten auch von voll bestückten Schaltern, die den Laser trotzdem kurzschließen. Ich vermute einen anderen Schaltplan bei diesen Schaltern. Wenn man also einen voll bestückten Schalter hat und der Laser trotzdem kurzgeschlossen ist, einfach mal die VCC-Leitung trennen. Es ist einen Versuch wert.
Mechanische Montage
Halterungen
Ich habe auf die Schnelle Halterungen designt, mit denen die Schalter am Rahmen befestigt werden können. Ich habe sie bei Thingiverse hochgeladen: https://www.thingiverse.com/thing:5158550 (S6/ S9) und https://www.thingiverse.com/thing:5392586 (S10). Die passen allerdings nur für den von mir genutzten Typ Schalter. Es gibt bei Thingiverse aber diverse Halterungen für fast alle Schaltertypen. Für die länglicheren Schaltertypen ist hier noch ein Halter (zum Lasern, LightBurn-Datei): Download. Hier ist noch ein weiteres Set zum Drucken für die Ender3-Enstops: https://www.thingiverse.com/thing:5504235 (von Tor aus der Sculpfun User Gruppe). Die Macher von LightBurn bieten ebenfalls in ihrem Artikel zwei Downloads an.
Der nächste Schritt besteht darin, zu planen, wo die Switches montiert werden sollen. Grundsätzlich haben wir zwei dominante Varianten, die die Leute verwenden:
- Option A: Weniger komfortable Verkabelung, einfache Handhabung des Koordinatensystems (Schalter bei P0/2 und P4)
- Option B: Einfache Verkabelung, Koordinatensystem kompliziert (siehe Bild, Schalter an den Positionen P0/2 und P5)
- Darüber hinaus kann man eine beliebige Kombination verwenden, da die Firmware und Software entsprechend konfiguriert werden kann.
Ich persönlich habe mich für Option A entschieden. Aber ich werde auch Option B in den Erklärungen berücksichtigen.

Wie in der Dokumentation von LightBurn erwähnt, verwendet die Software immer das interne Koordinatensystem als positives Koordinatensystem, beginnend in der unteren linken Ecke (P0). Wenn man mit dem Homing-Setup fertig ist, möchte man, dass der Laser den gleichen Koordinatenraum wie LightBurn verwendet.
Bei Option A verbindet man die Endstoppschalter an der Vorderseite des rechteckigen Rahmens (entweder linke oder rechte Seite des Rahmens, P0 oder P2) und die linke Seite des beweglichen Portals (P4). Damit ist der Laser auch in der vorderen linken Position referenziert, was dem LightBurn-Ursprung entspricht. Daher muss man nichts mit Koordinatensystemen berechnen, nach dem Homing ist man fertig.
Bei Option B schließt man die Schalter an die Vorderseite (P0 oder P2) und die rechte Seite (P5) des X-Portals an. Nach dem Homing befindet sich der Laserkopf vorne rechts. Offensichtlich ist das nicht dieselbe Ecke wie der Ursprung in LightBurn. Deshalb müssen wir später zusätzlichen Aufwand treiben. Das Gleiche gilt für die Anordnung der Schalter hinten-links und hinten-rechts. Dazu der Dokumentation zu Option B folgen.
Schalter anbringen
Da zahlreiche Arten von Schaltern verfügbar sind, ist es schwierig, genaue Ratschläge zur physischen Montage zu geben. Wenn du auf Thingiverse nach Montagehalterungen suchst, wirst du wahrscheinlich eine finden, die zu deinem Schalter passt. Wenn du Option A verwendest, hast du das Problem, dass der Schalter an das bewegliche X-Portal angeschlossen werden muss und die Kabel entlang des beweglichen Laserkopfes geführt werden müssen. Meine Lösung besteht darin, das Kabel in das Aluminiumprofil zu stecken und es mit einer Aluminiumprofilabdeckung / -dichtung zu befestigen, die ich zur Hand hatte.



Prüfen der Schalter
Bevor man die erste Bewegung ausführen lässt, sollte man die korrekte Funktion der Schalter testen. Wenn man ein Fragezeichen (“?”) in die Konsole eingibt, erhält man den Status des Controllers. Wichtig sind die Werte, die mit „Pn“ (Pin-Status) beginnen. Wenn kein Pin aktiv ist, fehlt dieses Feld vollständig. Ist ein Pin aktiv, wird die zugewiesene Achse / Port angegeben.

Im obigen Screenshot sieht man drei verschiedene Situationen. Erste Zeile: zwei Pins sind aktiv: Y und D. „Y“ ist der Endschalter der y-Achse. „D“ ist ein Endschalter an der Tür, eine Sicherheitsfunktion, die ich aktiviert habe (siehe Dokumentation auf dieser Seite) und die normalerweise nicht vorhanden ist. Die zweite Zeile zeigt keine aktiven Endschalter für die Referenzfahrt (außer meiner Tür, die offen war). Die dritte Zeile ist die Ausgabe ohne aktive Schalter, der „Pn“ – Abschnitt ist komplett weggelassen.
Wenn man mit der Verkabelung fertig ist, sollte man diesen Ausgaben prüfen. Die Ausgabe sollte leer sein, wenn man keinen Schalter betätigt, und er sollte die richtigen Buchstaben enthalten, während man die Schalter betätigt.
Wenn dies invertiert ist, d. h. alle Schalter aktiv sind (“Pn:XY”), wenn man keinen Schalter schließt, und die Buchstaben verschwinden, wenn man sie schließt, sind die Endschalter invertiert. Das ist nichts Schlimmes, man kann grbl so konfigurieren, dass die Logik invertiert wird, indem man den Parameter $5=1 programmiert.
Firmware-Einstellungen
Wir müssen der Firmware jetzt sagen, dass sie Homing durchführen soll und in welche Richtung. Dies geschieht mit den Parametern $22 und $23 (grbl Dokumentation). $ 22 teilt der Firmware mit, dass Homing aktiviert werden soll (funktioniert nur, wenn die Firmware das Homing allgemein aktiviert hat, siehe Firmware-Hinweis). Man muss also $22 auf 1 setzen. Dies kann im Konsolenfenster durch Eingabe von “$22=1” und Drücken der Eingabetaste oder über das grafische Maschineneinstellungsfenster erfolgen. Der interessantere Parameter ist $23. Dieser Parameter definiert, in welche Richtung die Schalter vom Homing-Algorithmus gesucht werden. In der folgenden Tabelle wird die Vorgehensweise definiert.
Exkursion: Firmware Einstellungen
Da sich die Endschalter für jede Achse an einer beliebigen Position befinden können (entweder in der minimalen oder maximalen Position), muss man der Firmware mitteilen, in welche Richtung sie danach suchen soll. “Normal” bedeutet, sich in die positive Richtung zu bewegen, die nach hinten und rechts ist. “Invertiert” bedeutet, nach vorne und links zu gehen (entgegen der Richtung des Koordinatensystempfeils). In unserem Fall haben wir keine Z-Achse, sodass wir die letzte Spalte nicht berücksichtigen müssen.
| Festlegen des Werts | die Maske | X invertieren | Y invertieren | Z invertieren |
|---|---|---|---|---|
| 0 | 00000000 | N | N | N |
| 1 | 00000001 | Y | N | N |
| 2 | 00000010 | N | Y | N |
| 3 | 00000011 | Y | Y | N |
| 4 | 00000100 | N | N | Y |
| 5 | 00000101 | Y | N | Y |
| 6 | 00000110 | N | Y | Y |
| 7 | 00000111 | Y | Y | Y |
Wie du jetzt (ich bin mir sicher, du es nachvollzogen hast) selbst herausgefunden hast, müssen wir den Parameter auf 3 oder 7 (Option A) oder 2 / 6 (Option B) setzen. [Schalter hinten-links: 1 oder 5; hinten-rechts: 0 oder 4] Der Grund, warum man zwei Werte auswählen kann, ist, dass man sich nicht um die Z-Achse kümmern muss. Woher kommen diese Werte? Bei Option A muss die Firmware links nach dem X-Schalter suchen, was eine negative Richtung bedeutet. Gleiches gilt für den Y-Schalter, der sich ebenfalls in der vorderen, negativen Richtung befindet. Sie müssen also einen Wert auswählen, der die Suchrichtung umkehrt (eine “normale” Suche würde in eine positive Richtung gehen). Laser der Option B müssen nach dem X-Schalter rechts suchen (positiv, nicht invertiert) und nach dem Y-Schalter nach vorne suchen (invertiert wie bei Option A). Wenn man in der Tabelle nach diesen Bewegungen sucht, findet man die Werte, die man verwenden muss. Jetzt müssen wir den Wert noch in die Firmware übertragen, indem wir “$23=7” (den zu deiner Anlage passenden Wert) in die Befehlszeile eingeben oder die grafische Oberflächen verwenden. Wie man sieht, kann man eine beliebige Kombination von Schaltern haben, man muss hier nur den richtigen Wert verwenden.
Wenn man mit der Konfiguration fertig ist, kann man das Setup testen. Ich empfehle, einen Finger über den Netzschalter des Lasers zu halten, falls er sich in die falsche Richtung bewegt, kann man so schnell ausschalten. Klicke dann auf den Home-Button in LightBurn. Wenn alles gut funktioniert, startet der Laser seine Zielverfolgungssequenz und findet seine Ausgangsposition. Möglicherweise muss man die Position der Schalter anpassen, um die perfekten Ergebnisse zu erzielen.
Größe des Arbeitsbereichs
Man muss die Größe des Arbeitsbereichs genau kennen. Zumindest, wenn man den gesamten Platz nutzen will. Man kann einen kleineren Arbeitsbereich angeben, wenn man möchte, aber ein größerer fährt dazu, dass der Laser in den Rahmen kracht. Wenn man einen Sculpfun-Laser hat und nur das allermeiste davon nutzen will, kann man 400 x 400 mm verwenden. Man kann diesen Wert etwas erhöhen, aber man muss testen, wie weit man tatsächlich gehen kann.
Die Größe des Arbeitsbereichs wird über die Parameter $130 (x) und $131 (y) eingestellt. grbl verwendet diese Informationen, um die Koordinaten zu berechnen. Deshalb ist es wichtig, diese Parameter zu setzen.
Wenn man eine Abweichung zwischen der angegebenen Arbeitsraumgröße und der Position nach der Referenzfahrt feststellt, sollte man den Parameter $27 prüfen. Dies ist ein Abzugsabstand nach der Referenzfahrt. Wenn man diesen Wert auf 1 mm einstellt, wird der Laser nach der Referenzfahrt auf [1,1] bzw. [-399,-399] positioniert.
Ursprung einstellen
Wenn man Option A verwendet hat, ist man jetzt fertig. Option B, geht noch weiter. Wenn man eine andere Kombination von Endstopppositionen verwendet, kann der Laser entweder vorne rechts, hinten links oder hinten rechts positioniert sein. In diesem Fall müssen Sie der Firmware mitteilen, dass ein Offset zwischen dem Maschinenkoordinatensystem und dem Arbeitsplatzkoordinatensystem besteht. Dies wird auch in der LB-Dokumentation gut erklärt. Der Befehl, den man benötiget, ist “G10 L2 P1 xx yy”. (Es gibt auch einen noch einfacheren Befehl, siehe nächster Abschnitt) Dieser Befehl weist das System an, im ersten Koordinatensystem einen Offset um xx und yy mm zu verwenden. Hier sind meine Vorschläge für dieses Setup [Die konnte ich noch nicht alle testen, gerne Feedback an mich, ob es so klappt].
- Laser vorne rechts: “G10 L2 P1 X-400 Y0” (Man muss 400 durch die Größe des Arbeitsbereichs ersetzen, den Unterschied zwischen der gesamten linken und rechten Position)
- Laser hinten rechts: “G10 L2 P1 X-400 Y-400”
- Laser hinten links: “G10 L2 P1 X0 Y-400”
Das muss man jedes Mal einstellen, wenn der Laser eingeschaltet wird. Man sollte also einen Makro-Button in dem Steuerungstool erstellen (den man nach jedem Homing drücken muss) oder wenn man gewitzt sein will, kann man diesen Befehl auch als “Startblock” zur Firmware hinzufügen (Dokumentation). Dies weist die Firmware an, diesen Befehl bei jedem Start auszugeben: Man muss “$N0=G10 L2 P1 XX YY” (mit den passenden Werten für x und y) in die Befehlszeile eingeben, um diesen Block im Firmware-Speicher zu speichern.
Die Informationen, die ich zuvor angegeben habe, sind falsch. Die Parameter, die mit dem G10-Befehl eingestellt werden, werden im EEPROM-Speicher des Controllers gespeichert und gehen daher bei einem Neustart NICHT verloren. Sie müssen also nicht mehr als einmal eingestellt werden (trotzdem ist die Sache mit dem Startblock, die ich oben erwähnt habe, gut zu wissen. 🙂
Alternative: Es gibt einen noch einfacheren Befehl, der zum Speichern des Offsets verwendet werden kann: „G10 L20 P1 X0 Y0“. Bei diesem Befehl müssen keine manuellen Parameter für die x- und y-Koordinaten eingestellt werden. Nach der Referenzierung bewegt man den Laserkopf einfach mit den Bewegungssteuerungen von LightBurn oder LaserGRBL an die vordere linke Position (nicht mit der Hand verschieben!). Wenn man diese Position erreicht hat, gibt man in der Konsole den Befehl „G10L20P1X0Y0“ ein. Dieser Befehl nimmt die aktuelle Position und berechnet den Offset automatisch. Man muss die Werte also nicht manuell bearbeiten. Wenn man die Werte, die man mit diesen Befehlen gespeichert hat, zurücksetzen will, gibt man in der Konsole „$RST=#“ ein.
Hinweis aus der LightBurn-Dokumentation: Wenn man einen Arbeitsbereichs-Offset aktiviert, muss man GRBL auch dazu bringen, seine Position relativ zu diesem verschobenen Ursprung zu melden, anstatt im „Maschinen-Koordinatensystem“, indem man $10=0 setzt.
Bisher konnte ich nicht jede Kombination testen, ich würde gerne wissen, ob es für dich funktioniert. Bitte hinterlasse einen Kommentar oder eine E-Mail, um mir deine Erfahrungen mitzuteilen!
Tuning
- Man kann LightBurn so konfigurieren, dass nach dem Start automatisch die Referenzfahrt ausgeführt wird, sodass man sich nicht darum kümmern muss.
- Man kann das Homen noch weiter verbessern, in dem man noch weitere Parameter einstellt, z. B. indem man die Geschwindigkeit anpasst, mit der sich der Laser bewegt, bis die Schalter gefunden sind (Parameter $24 und $25). Hier nicht zu schnell werden; andernfalls kann das System nicht rechtzeitig anhalten, wenn der Schalter ausgelöst wird. Meine Werte: $24=75 und $25=1000.
- Wenn man die höchste Präzision und Wiederholgenauigkeit haben will, sollte man $1 auf 255 setzen. Dann werden die Motoren kontinuierlich mit Strom versorgt und können im Moment der Deaktivierung keine Mikroschritte verlieren. Dadurch wird auch die Möglichkeit verhindert, den Laserkopf versehentlich manuell zu bewegen. Man sollte aber beachten, dass die konstante Stromversorgung der Motoren zu einer erhöhten Temperatur der Motoren und der Treiberchips führen kann. Ich empfehle, diese Funktion nur zu verwenden, wenn der Laser nicht lange im Leerlauf ist.
Arbeitsraum-Grenzen / Hard- und Soft-Limits
Die folgenden zwei Parameter haben NICHTS mit dem Referenzieren zu tun! Für das Homing können beide Parameter auf 0 gesetzt bleiben. Das wird oft in einen Topf geschmissen, ist aber etwas völlig anderes. Man könnte auch in die Mitte referenzieren und von da aus in alle Richtungen fahren. Daher wird man auch nicht daran gehindert. Was man jetzt noch braucht/will, ist ein Schutz für den Arbeitsbereich. Das sind die Soft- bzw. Hard Limits. Damit sagt man der Firmware, dass sie nicht über gewisse Begrenzungen fahren darf. Bei dem Standardfall mit zwei Endschaltern für das Homing nutzt man die Soft Limits ($20). Damit nimmt die Firmware den Nullpunkt der Referenz und addiert die eingestellte Arbeitsraumgröße dazu. Wenn man dann rausfahren will, gibt es einen Alarm und es wird gestoppt. Hard Limits ($21) haben den gleichen Effekt, nutzen aber wieder Endstops als Begrenzung. Wenn man nur die zwei Endschalter angebracht hat, wie oben beschrieben, ist es als würde man einen rechteckigen Garten an zwei Seiten einzäunen und hoffen, dass niemand aus dem Garten abhauen kann.
- Soft limits ($20): Wenn man Softlimits aktiviert, verhindert die Steuerung, dass der Laserkopf den Rahmen berührt. Dazu muss die korrekte Größe des Arbeitsbereichs eingestellt sein (Parameter $130 und $131). Da der Controller die [0,0]-Position nach der Referenzfahrt kennt, kann er die [xmax,ymax]-Information verwenden, um zu prüfen, ob ein Befehl den Laser außerhalb der Grenzen führen würde. In diesem Fall wird der Laser angehalten und eine Warnung ausgegeben. Ich empfehle, diese Option einzuschalten.
- Hard limits ($21): Wenn man hard limits aktiviert hat, hält der Laser an, wenn er die Endanschlagschalter berührt. Da die meisten Benutzer die Schalter nur an einem Ende der Achsen anbringen (dort, wo man anfahren möchte), gibt es an den anderen Enden keine Endschalter. Daher ist es meiner Meinung nach nicht unbedingt erforderlich, diese Funktion zu aktivieren. Es schadet auch nicht, wenn man es tut, aber wenn die Softlimits aktiviert sind, sollte man nie in eine Situation kommen, in der man die hard limits benötigt. Ok, es sei denn, man bewegt den Laser mit der Hand und der Laser hat dadurch seine korrekte Position verloren. Aber auch dann hilft es nur in eine Richtung. Es ist möglich, auch die anderen Enden mit Endschaltern zu versehen, die mit denselben Anschlüssen verbunden werden können.
Wenn man auf allen Seiten harte Grenzwerte verwenden möchte, kann man einfach zusätzliche Schalter parallel zu den vorhandenen verdrahten. Es spielt keine Rolle, auf welcher Seite der Schalter auslöst, der Laser muss also nicht wissen, welcher Schalter genau gedrückt wurde. Relevant ist nur, dass ein Schalter gedrückt wurde.

Alarm 8 oder Alarm 9: Homing fail
Wenn man nach dem Starten des Homings den Alarm 8 “Homing fail. Cycle failed to clear limit switch when pulling off.” bekommt, liegt es in den meisten Fällen daran, dass die Endschalter invertiert werden müssen. Die Firmware erkennt die Schalter dauerhaft als gedrückt und kann daher keinen Homing-Zyklus starten. In dem Fall muss der Parameter $5 auf 1 (oder zurück auf 0, falls er 1 war) umgestellt werden. Dann sollte der Fehler verschwinden.
Wenn man den Fehler 9 “Homing fail. Could not find limit switch within search distances. Try increasing max travel, decreasing pull-off distance, or check wiring.” bekommt, dann erkennt der Laser die Schalter nicht. Sie sind entweder falsch herum angeschlossen oder werden elektrisch gar nicht erkannt. Daher wie oben beschrieben manuell prüfen, ob die Schalter überhaupt erkannt werden.
Benutzen einer Standard-Firmware
Es ist möglicherweise nicht erforderlich, die geänderte Firmware-Version zu flashen, um die Referenzfahrtfunktion zu aktivieren. Dies hat jedoch Konsequenzen:
- Nach der Referenzfahrt werden die Koordinaten des Lasers nicht auf [0,0] gesetzt.
- Die Referenzierung erfolgt für eine Achse nach der anderen, was viel mehr Zeit in Anspruch nimmt als die modifizierte Firmware-Version, bei der beide Achsen gleichzeitig den Referenzierungszyklus durchführen.
- Wenn die Referenzierung überhaupt nicht funktioniert, ist es die komplette Standardversion von grbl, bei der zuerst versucht wird, die z-Achse zu referenzieren. Da es in den meisten Fällen keine gibt, schlägt die Referenzfahrt komplett fehl.
Koordinaten des Lasers
Wenn man die Standard-Firmware verwendet, behandelt grbl das Maschinenkoordinatensystem wie ein gewöhnliches CNC-Koordinatensystem. Das heißt, die Position [0,0] ist IMMER oben rechts. Wenn man die Position der Endschalter wie oben beschrieben ändert, führt dies zu den folgenden Positionen (bei einer angenommenen Größe von 410 × 400 mm):
- hinten-rechts: [0,0]
- hinten-links: [-410,0]
- vorne-links: [-410,-400]
- vorne-rechts: [0,-400]
Daher muss man die Offsets anders berechnen. Ich schlage vor, den „einfachen“ Befehl zu verwenden, der zuvor gezeigt wurde: “G10 L20 P1 X0 Y0”. Dies sollte alles tun, was man braucht. Man kann auch den anderen Befehl verwenden, was in diesem Fall sehr einfach ist, da der Versatz der ist, den man sieht. Beispiel: Wenn man auf vorne links referenziert hat, würde der Befehl lauten: “G10 L2 P1 X-410 Y-400” (Man muss die genauen Werte aus der obigen Liste verwenden).
Videos
Hier sind noch einige Videos, für diejenigen, die lieber Videos schauen als zu lesen. Ich empfehle trotzdem erst diese Seite durchzugehen, da in den Videos manche Schritte unterschlagen werden oder einzelne Infos nicht korrekt sind.