Hier ist eine Liste der Fehlercodes, die von der grbl-Firmware ausgegeben werden können. In den Tabellen habe ich bei den häufigsten Fehlern die Ursachen und die Links zu den Artikeln hinzugefügt, in denen die Lösungen genauer erklärt werden. Wenn Parameter im Format $XY erwähnt werden, sind damit die Firmware-Parameter gemeint. Weitere Informationen dazu im Artikel zur Firmware. Manche Fehlermeldungen sind selbsterklärend und werden daher nicht weiter erklärt.
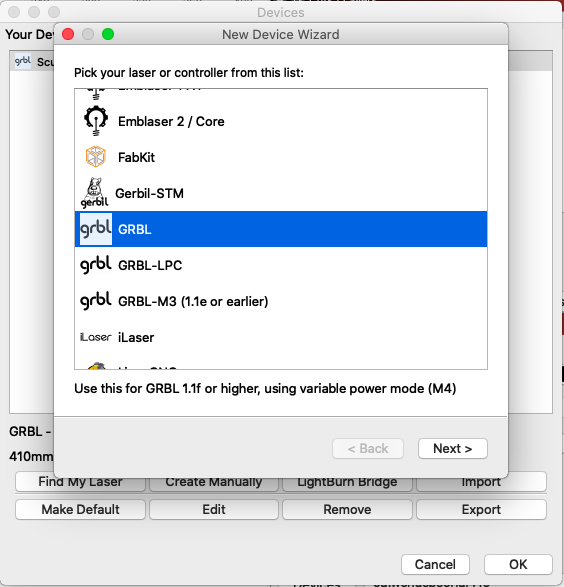
Viele dieser Fehler (insbesondere ab Fehler 20 und höher) treten auf, wenn ungültige Befehle an den Laser geschickt wurden. Es ist wichtig, dass der Laser als Typ “grbl” hinzugefügt wird, und nichts anderes. Andernfalls können unbekannte Befehle geschickt werden. Zusätzlich sollte das gcode-Clustering deaktiviert sein, was die Firmware ebenfalls nicht versteht.

Alarm Codes
| Alarm Code in v1.1+ | Alarm Message in v1.0+ | Alarm Beschreibung, Ursachen und Abhilfe |
|---|---|---|
| “1” | “Hard limit” | “Hard limit has been triggered. Machine position is likely lost due to sudden halt. Re-homing is highly recommended.” Funktion wird mit dem Parameter $21 eingeschaltet. Während der Bewegung wurde einer der Endschalter aktiviert. Ursachen: – Während des Jobs wurde der Schalter aktiviert, der Job wurde nicht richtig positioniert oder ist zu groß. Siehe Artikel zu Koordinatensystemen. – Der Pin auf dem Mainboard wurde durch elektrostatische Einflüsse ausgelöst (eher nicht so häufig). |
| “2” | “Soft limit” | “Soft limit alarm. G-code motion target exceeds machine travel. Machine position retained. Alarm may be safely unlocked.” Funktion wird mit Parameter $20 eingeschaltet. Wenn dieser Fehler auftritt, wurde ein Bewegungsbefehl an den Laser geschickt, der außerhalb des Arbeitsbereichs liegt. Der Arbeitsbereich geht von 0,0 bis zu der Größe der Parameter $130 und $131. Daher ist es wichtig, die beiden Parameter richtig einzustellen, damit der Laser nicht in den Rahmen Fahren kann. Infos dazu unter Koordinatensysteme und Endschalter. |
| “3” | “Abort during cycle” | “Reset while in motion. Machine position is likely lost due to sudden halt. Re-homing is highly recommended.” Homing-Zyklus wurde unterbrochen. Sehr selten. |
| “4” | “Probe fail” | “Probe fail. Probe is not in the expected initial state before starting probe cycle when G38.2 and G38.3 is not triggered and G38.4 and G38.5 is triggered.” Trifft nur zu, wenn eine automatische z-Achse verbaut ist und der Probe-Sensor invertiert eingebaut ist. |
| “5” | “Probe fail” | “Probe fail. Probe did not contact the workpiece within the programmed travel for G38.2 and G38.4.” Wenn bei der automatischen z-Achse ein Probe-Zyklus ausgelöst wurde und auf der gesamten Länger der z-Achse der Sensor nicht ausgelöst wurde. |
| “6” | “Homing fail” | “Homing fail. The active homing cycle was reset.” |
| “7” | “Homing fail” | “Homing fail. Safety door was opened during homing cycle.” |
| “8” | “Homing fail” | “Homing fail. Pull off travel failed to clear limit switch. Try increasing pull-off setting or check wiring.” Damit das Homing starten kann, dürfen keine Endschalter aktiviert sein. Wenn dieser Fehler erscheint, wurden die Schalter beim Start des Homings als gedrückt erkannt. Häufigste Ursache: die Endschalter müssen invertiert werden, das kann mit dem Parameter $5 gemacht werden. Siehe Artikel zur Software. |
| “9” | “Homing fail” | “Homing fail. Could not find limit switch within search distances. Try increasing max travel, decreasing pull-off distance, or check wiring.” Die Firmware sucht in der eingestellten Richtung nach den Endschaltern. Wenn die Strecke, die abgesucht wird, kann nicht länger sein als die maximale Größe des Arbeitsbereichs. Wenn der Laser also weiter als die eingestellte Länge in $130 oder $131 gefahren ist und keine Endschalter gefunden hat, wird dieser Alarm ausgelöst und der Laser angehalten. Der Fehler tritt meistens auf, wenn der Laser die Schalter nicht erkennt. In der Regel sind sie entweder falsch angeschlossen oder funktionieren nicht. Siehe Artikel zu Endschaltern. |
| “10” | “Homing fail” | “Homing fail. Second dual axis limit switch failed to trigger within configured search distance after first. Try increasing trigger fail distance or check wiring.” Tritt nur auf, wenn man eine eigene Firmware-Version geflasht hat, die zwei Endschalter pro Achse nutzt. Darf ansonsten nicht auftreten. |
Fehler / Error Codes
| Fehler Code in v1.1+ | Fehlermeldung in v1.0+ | Fehlerbeschreibung und Abhilfe |
|---|---|---|
| “1” | “Expected command letter” | “G-code words consist of a letter and a value. Letter was not found.” Der Befehl an den Laser wurde falsch übertragen oder ein falscher Dialekt verwendet. Prüfen, ob die elektrische (und USB-) Verbindung fehlerfrei ist und der Laser als Typ “grbl” hinzugefügt wurde. Siehe Artikel zur Software. |
| “2” | “Bad number format” | “Missing the expected G-code word value or numeric value format is not valid.” siehe Fehler 1 |
| “3” | “Invalid statement” | “Grbl ‘$’ system command was not recognized or supported.” Das Kommando konnte nicht ausgewertet werden. Die Liste der gültigen Kommandos kann man hier finden. |
| “4” | “Value < 0” | “Negative value received for an expected positive value.” siehe Fehler 1 |
| “5” | “Setting disabled” | “Homing cycle failure. Homing is not enabled via settings.” Es wurde ein Homing-Zyklus gestartet, aber die Homing-Funktion nicht aktiviert. Das geht mit dem Parameter $22. Dieser muss auf 1 gesetzt werden. Allerdings nur, wenn man auch Endschalter hat. Ansonsten muss in LightBurn “Auto Home at Startup” ausgeschaltet werden, damit der Homing-Befehl nicht gesendet wird. Weitere Informationen im Artikel zu Endschaltern. |
| “6” | “Value < 3 usec” | “Minimum step pulse time must be greater than 3usec.” |
| “7” | “EEPROM read fail. Using defaults” | “An EEPROM read failed. Auto-restoring affected EEPROM to default values.” |
| “8” | “Not idle” | “Grbl ‘$’ command cannot be used unless Grbl is IDLE. Ensures smooth operation during a job.” Es wurde versucht einen Befehl an die Firmware zu schicken während noch Befehle bearbeitet werden. |
| “9” | “G-code lock” | “G-code commands are locked out during alarm or jog state.” Wenn bestimmte Fehler oder Alarme auftreten (z.B. Hard- oder Soft-Limits), dann geht die Firmware eventuell in den Alarm-Status über. Um diesen zu verlassen kann man entweder den Befehl “$X” an den Laser senden, oder den ganzen Laser neu starten (eventuell hilft auch schon ein Rechtsklick auf den Geräte-Button in LightBurn). |
| “10” | “Homing not enabled” | “Soft limits cannot be enabled without homing also enabled.” |
| “11” | “Line overflow” | “Max characters per line exceeded. Received command line was not executed.” |
| “12” | “Step rate > 30kHz” | “Grbl ‘$’ setting value cause the step rate to exceed the maximum supported.” |
| “13” | “Check Door” | “Safety door detected as opened and door state initiated.” |
| “14” | “Line length exceeded” | “Build info or startup line exceeded EEPROM line length limit. Line not stored.” |
| “15” | “Travel exceeded” | “Jog target exceeds machine travel. Jog command has been ignored.” Ein Jog-Kommando wurde gesendet, welches den Laser über die Limits des Arbeitsbereichs schicken würde. Das Kommando wird nicht ausgeführt. |
| “16” | “Invalid jog command” | “Jog command has no ‘=’ or contains prohibited g-code.” |
| “17” | “Setting disabled” | “Laser mode requires PWM output.” |
| “20” | “Unsupported command” | “Unsupported or invalid g-code command found in block.” siehe Fehler 1. Zusätzlich kann es noch sein, dass in den Geräte-Einstellungen von LightBurn das “GCode Clustering” eingeschaltet ist. Das muss ausgeschaltet werden. |
| “21” | “Modal group violation” | “More than one g-code command from same modal group found in block.” siehe Fehler 20. |
| “22” | “Undefined feed rate” | “Feed rate has not yet been set or is undefined.” siehe Fehler 1. |
| “23” | “Invalid gcode ID:23” | “G-code command in block requires an integer value.” siehe Fehler 20. |
| “24” | “Invalid gcode ID:24” | “More than one g-code command that requires axis words found in block.” siehe Fehler 1. |
| “25” | “Invalid gcode ID:25” | “Repeated g-code word found in block.” siehe Fehler 1. |
| “26” | “Invalid gcode ID:26” | “No axis words found in block for g-code command or current modal state which requires them.” |
| “27” | “Invalid gcode ID:27” | “Line number value is invalid.” |
| “28” | “Invalid gcode ID:28” | “G-code command is missing a required value word.” |
| “29” | “Invalid gcode ID:29” | “G59.x work coordinate systems are not supported.” |
| “30” | “Invalid gcode ID:30” | “G53 only allowed with G0 and G1 motion modes.” |
| “31” | “Invalid gcode ID:31” | “Axis words found in block when no command or current modal state uses them.” |
| “32” | “Invalid gcode ID:32” | “G2 and G3 arcs require at least one in-plane axis word.” |
| “33” | “Invalid gcode ID:33” | “Motion command target is invalid.” |
| “34” | “Invalid gcode ID:34” | “Arc radius value is invalid.” |
| “35” | “Invalid gcode ID:35” | “G2 and G3 arcs require at least one in-plane offset word.” |
| “36” | “Invalid gcode ID:36” | “Unused value words found in block.” |
| “37” | “Invalid gcode ID:37” | “G43.1 dynamic tool length offset is not assigned to configured tool length axis.” |
| “38” | “Invalid gcode ID:38” | “Tool number greater than max supported value.” |