Egal, welchen Laser man besitzt, man wird schnell feststellen, dass es eine Herausforderung ist, perfekte Ergebnisse zu erzielen. Es spielen eine Menge Variablen in das Ergebnis herein. Sculpfun produziert sehr leistungsfähige Laser zu günstigen Preisen, die die gewünschten Ergebnisse erzielen können, solange man sich die Zeit nimmt, sicherzustellen, dass alles richtig eingestellt ist, bevor man beginnt.
Wichtig
Die folgenden Anpassungen gelten für alle Modelle und sollten regelmäßig überprüft werden. Insbesondere die Linse muss regelmäßig gereinigt werden! Je nach Nutzung sogar täglich! Die Air-Assist-Pumpe darf nicht in das Gehäuse oder dicht neben den Laser! Sonst wird der Dreck aufgesaugt und auf die Linse geblasen, damit geht die Linse zügig kaputt!
In letzter Zeit scheinen besonders die kleinen Madenschrauben in den Pulleys (kleine Zahnräder, siehe Abschnitt 11) an den Achsen und den Motoren ab Werk nicht festgezogen zu sein. Wenn die Mechanik nicht gleichmäßig läuft, sollte man das als Erstes prüfen!
Hier ist ein großartiges Zitat von Ed aus dem offiziellen LightBurn-Forum, ich kann es nicht besser sagen: “Der Schlüssel ist, akribisch zu sein, denn eine einzige lockere Stellschraube, die in einer Riemenscheibe versteckt ist, reicht aus, um das Problem zu verursachen: alles andere richtig zu machen, ist nicht genug!”
“Womit man konfrontiert ist, ist das Ergebnis der Verwendung von USB-Hardware weit über ihre ursprünglichen Spezifikationen hinaus, unter Nutzung eines Betriebssystems, das nie für die Maschinensteuerung gedacht war, mit Firmware, die auf Laser-Hardware läuft, die auf niedrigste Produktionskosten optimiert wurde.”
[übersetzte Fassung]
LightBurn hat kürzlich die Troubleshooting-Anleitungen deutlich erweitert. Siehe hier https://docs.lightburnsoftware.com/Troubleshooting/index.html und insbesondere hier, wenn man Qualitätsprobleme hat: https://docs.lightburnsoftware.com/Troubleshooting/JobQuality/index.html. Diese Seiten helfen auch mit Einstellungsempfehlungen für LightBurn, um diverse Probleme zu lösen.
Elektrische Verbindungen
Die USB-Verbindung ist das schwächste Glied in der Kette der Lasersteuerung. Die kleinen Mikrocontroller haben wenig Kapazitäten, um aufwendige Fehlerkorrekturen zu nutzen, daher ist die Verbindung sehr anfällig für Ausfälle. Es reicht ein falsch übertragener Befehl und der Laser stoppt mitten im Projekt. Insbesondere ein Symbol mit Fragezeichen zeigt falsch übertragene Zeichen an. Sobald diese auftreten, sollte man schleunigst die Verbindung prüfen.

Folgende Dinge können in so einem Fall Abhilfe schaffen:
- Das USB-Kabel wechseln. Es sollte ein hochqualitatives Kabel genutzt werden, das so kurz wie möglich ist. Das mitgelieferte Kabel ist meistens nicht besonders gut.
- Entfernen von allen Geräten, die Interferenzen in der Nähe des Lasers erzeugen. Es sollten keine Strom führenden Kabel in der Nähe der USB-Verbindung liegen.
- Den USB-Port wechseln. Das hat auch schon bei einigen Nutzern geholfen.
- Ein Firmware-Update hat auch oft geholfen (siehe Firmware-Update).
- Es gibt einen optimierten Treiber für Windows, der auch manchmal hilft (siehe Software).
- Im Gerätemanager kann man die Baudrate des COM-Ports manuell auf 115200 festlegen, auch das hilft manchmal.
Wenn der Laser ohne Anzeichen eines Verbindungsproblems stoppt, liegt es in der Regel an einer unsauberen Spannungsversorgung und der Controller ist neu gestartet. Das mitgelieferte Netzteil schirmt nicht besonders gegen Spannungsspitzen ab. Daher:
- Den Laser möglichst auf einer eigenen Leitung mit Spannung versorgen. Es sollten keine starken Verbraucher an der gleichen Leitung hängen.
- Wenn eine Air Assist Pumpe genutzt wird, erzeugt diese oft Spannungsschwankungen beim Einschalten. Auch hier sollte die Pumpe an einem anderen Stromkreis hängen.
- Wenn das nicht möglich ist, kann man versuchen, mit Spannungsfiltern (EMI filter), die Spannungsversorgung abzusichern.
Prüfen des Lasermoduls (feuert nicht / schwach)
Anmerkung
Wenn das Lasermodul nicht oder nur sehr schwach feuert, obwohl alle Hardware-Verbindungen in Ordnung zu sein scheinen, sollte man als Nächstes die Firmware auf falsche Werte prüfen, insbesondere müssen diese drei wie folgt eingestellt sein (siehe auch Artikel über Firmware-Einstellungen):
$30 = 1000
$31 = 0
$32 = 1
In LightBurn muss ebenfalls der Wert 1000 für “s-value max” in den Geräteeinstellungen des Lasers gesetzt sein.
5V-Test
Wenn die USB-Verbindung zu funktionieren scheint, das Lasermodul aber kein Licht abgibt, kann man das Kabel und das Modul testen, indem man das TTL-Signalkabel mit dem 5-V-Anschluss verbindet. Das Modul sollte nun konstant mit 100 % feuern, während der Laser eingeschaltet ist (Schutzbrille tragen!). Wenn der Laser nicht zündet, ist entweder (1) das Kabel gebrochen (die wahrscheinlichste Ursache) oder (2) das Modul defekt. Wenn man das Kabel ausschließen kann (indem man misst, ob es noch Strom leitet), dann scheint das Modul defekt zu sein. Dann kann man es in der Regel nur noch austauschen.


Wand-Test
Man sollte auch prüfen, ob der Strahl der Dioden blockiert ist bzw. gebrochen wird. Dies kann entweder durch Schmutz an der Linse oder der Air Assist-Düse oder durch eine zerbrochene Linse geschehen. Manchmal kommt es auch vor, dass der Dichtungsring der Düse dem Strahl im Weg ist. Das ist kritisch, denn oft geht die Linse ganz kaputt, wenn der Dichtungsring schmilzt. Man kann dies überprüfen, indem man den Laser auf eine Wand richtet, die mindestens einen Meter vom Laserkopf entfernt ist. Ein Feuerwert von 10 % reicht in der Regel aus, um ihn deutlich zu sehen. Wichtig: immer eine Schutzbrille tragen! Die Reflexionen an der Wand sind bereits sehr gefährlich! So sieht es aus, wenn die Strahlen in Ordnung sind:






Software-Piraterie
LightBurn ist eines der beliebtesten Software-Tools zum Lasern. Es enthält eine Menge genialer Funktionen und ist dafür sehr günstig. Man sollte nicht versuchen, noch günstiger daran zu kommen, indem man aus dubiosen oder privaten Quellen Lizenzschlüssel erwirbt. Die sind oftmals nicht legal. LightBurn hat eine geniale Funktion, um gestohlene Versionen kenntlich zu machen: Die Ausgabe an den Laser wird gestört. Entweder wird ein Text gelasert, den man nicht gesetzt hat, oder die Formen werden gestückelt. Das ist kein Hardware- oder Einstellungsproblem, das ist dann Absicht! Die Entwicklung dieser Tools kostet Zeit und Geld und die Entwickler verdienen auch dafür bezahlt zu werden. Wer sich einen Laser für mehr als 300 € leisten kann, der kann auch die 60 € für eine Lizenz erübrigen.


Maximale Geschwindigkeiten
Eine ständige Frage ist, wie schnell der Laser maximal arbeiten kann. Grundsätzlich gilt: Diodenlaser sind langsam. CO² Laser sind wesentlich schneller. Diodenlaser eignen sich daher eher weniger für Massenproduktion und gewerblichen Betrieb. Aber das muss natürlich jeder für sich selbst entscheiden. Auch kann ich hier nur Richtlinien angeben, da sich jeder Laser und jede Mechanik unterscheidet und unterschiedlich gut aufgebaut / gewartet ist. Wenn man alle Schritte dieser Seite genau durchgeht, sollte man nah an das Maximum herankommen und trotzdem noch gute Qualität erzielen. Siehe auch die Seite zu Empfehlungen für Einstellungen.
Die maximale, die in der Firmware ab Werk eingestellt ist, beträgt 6000 mm/min (100 mm/s) (Geschwindigkeit für x- und y-Achse). Egal, wie schnell man in der Software (z.B. LaserGRBL oder LightBurn) einstellt, der Laser fährt nie schneller als das Limit in der Firmware (Parameter zum Ändern sind $110 und $111). Wenn man also schneller als 6000 mm/min fahren möchte, muss man das Limit in der Firmware erhöhen. Das ist auch einfach möglich, man kann dort einfach 10.000 oder mehr eingeben. Die Frage ist nur, ob man damit wirklich etwas gewinnt. Hierzu meine (persönlichen) Einschätzungen:
- Grundsätzlich hängt die Maximalgeschwindigkeit immer vom jeweiligen Projekt und den eigenen Vorlieben ab, daher kann es keine allgemeingültige Regel geben!
- Zum Schneiden macht es in der Regel wenig Sinn, über 1000 mm/min zu gehen. Gute Werte sind meistens zwischen 100 und 800 mm/min und entsprechend viele Durchgänge.
- Gravieren geht in der Regel schneller, allerdings würde ich empfehlen, in der Regel zwischen 1000 und 3000 mm/min zu bleiben. Das gilt insbesondere, wenn der Laser einer Kontur folgt, also viele Bewegungen ausführt. Bei schnelleren Bewegungen als 3000 mm/min kommen oft Bewegungsartefakte und Vibrationen ins Ergebnis. Wenn man reines bidirektionales Füllen verwendet (der Laser also immer nur hin und her scannt wie ein Drucker), kann man die Geschwindigkeit weiter erhöhen. Besonders bei den Systemen mit Linearschiene, dort ist der Laserkopf relativ leicht. Hier sollte man dann unbedingt Overscanning einschalten.
Diese Regeln gelten grundsätzlich als Faustregel für ALLE Sculpfun Laser. Es wird oft gefragt, ob die neueren Laser schneller sind, aber da sich die Mechanik nicht grundsätzlich geändert hat, würde ich das verneinen. Das gilt insbesondere für den S30 Pro Max. Durch das extrem hohe Gewicht des Kopfes ist der Laser NICHT schneller, was die Mechanik angeht. Man kann aber natürlich in einem Durchgang tiefer schneiden und daher trotzdem schneller fertig sein. Aber die Empfehlungen von oben gelten auch hier.
Es gab schon einige Nutzer, die den Laser erfolgreich deutlich schneller betrieben haben (über 10.000 mm/min). Es ist also immer eine Frage der Einstellungen und des Tunings. Wem der Laser zu langsam ist, der kann gerne mit höheren Werten experimentieren. Es gibt kein richtig oder falsch – nur gute oder schlechte Ergebnisse. Das muss jeder für sich selbst austesten.
Rechtwinkliger Rahmen
Man sollte sicherstellen, dass der Rahmen gerade eingestellt ist und dass der Rahmen rechtwinklig ausgerichtet sein muss. Nach der Montage kann man dies überprüfen, indem man den x-Schlitten vollständig nach vorne oder hinten verschiebt. Beide Enden sollten gleichzeitig die vordere oder hintere Profilleiste erreichen.
Tilt test
Der Neigungstest (Tilt test) ist der beste Weg, um zu beurteilen, ob Anpassungen an einem der drei Riemen und / oder den Rollen erforderlich sind. Hier ist ein Video von Mike [Admin der offiziellen FB Gruppe], das den Neigungstest und den senkrechten Rahmen demonstriert. Bei der Linear-Schiene verhält es sich etwas anders, durch die andere Mechanik gleitet sie manchmal nicht ganz so smooth wie die Räder. Das ist in der Regel aber nicht schlimm.
Riemenspannung
Die Riemenspannung verursacht viele Probleme, wenn sie nicht richtig eingestellt ist. Zu straff und die Bewegung des Lasers ist eingeschränkt, zu locker und es kommt zu wellenförmigen Verschattungen oder Wellenlinien. Um die Spannung einzustellen, löst man die Mutter (Bild unten) mit dem mitgelieferten Werkzeug und zieht den Gurt auf die gewünschte Stärke, bevor man die Mutter erneut anzieht. Dies gilt für alle drei Riemen. Bei der Version mit der Linearschiene kann die Spannung über die Halterung eingestellt werden.



Rollen / Exzentrische Mutter
Zweitens findet man unter jedem der drei Schlitten ein Rad, das gegen die Unterseite des Rahmens gedrückt werden muss, diese Räder werden durch Drehen der Exzentermuttern eingestellt. Um zu sehen, ob diese angepasst werden müssen, schaukeln Sie zuerst jeden Wagen vorsichtig von einer Seite zur anderen, um zu sehen, ob es eine Bewegung gibt. Besonders bei dem Rad, das den Laserkopf selbst hält, sollte man auch mit dem Finger über das Rad fahren, um zu überprüfen, ob Reibung vorliegt. Wenn sich der Wagen bewegt oder das Rad frei läuft, muss man das untere Rad mehr andrücken, um Kontakt zum Rahmen herzustellen und den Wagen zu stabilisieren. Man sollte darauf achten, nicht zu stark anzuziehen, damit die Radbewegung nicht eingeschränkt wird. Gleiches gilt für die umgekehrte Situation, in der das Rad bereits zu fest sitzt. In diesem Fall bemerkt man häufig eine Art Klickgeräusch / -gefühl, wenn man den Laser manuell bewegt. Dann sind die Räder zu stark angezogen.
Um die exzentrische Mutter anzupassen, geht man wie folgt vor:

Löse die Mutter (A) und drehe die zentrische Mutter (B) ein kleines Stück mit dem mitgelieferten Schraubenschlüssel, um das Rad anzuheben oder zu senken. Sobald das Rad die Unterseite des Rahmens berührt (bis kein Spiel mehr ist, dann sofort stoppen), zieht man die Mutter (A) wieder fest und wiederholt den Neigungstest.
Linearführung (S10+S30)
Die S10 und S30 Laser haben für die x-Achse eine Linearführung anstatt der Rollen. Hier lassen sich keine mechanischen Anpassungen vornehmen, außer einer Schmierung, die regelmäßig erfolgen sollte (wie bei allen Kugellagern). Ein Video, das dazu häufig empfohlen wird, ist Folgendes:
Hier ist noch ein sehr schönes Video von Dragoncut zum Aufbau der Linear-Schiene als Upgrade-Kit für den S6 / S9:
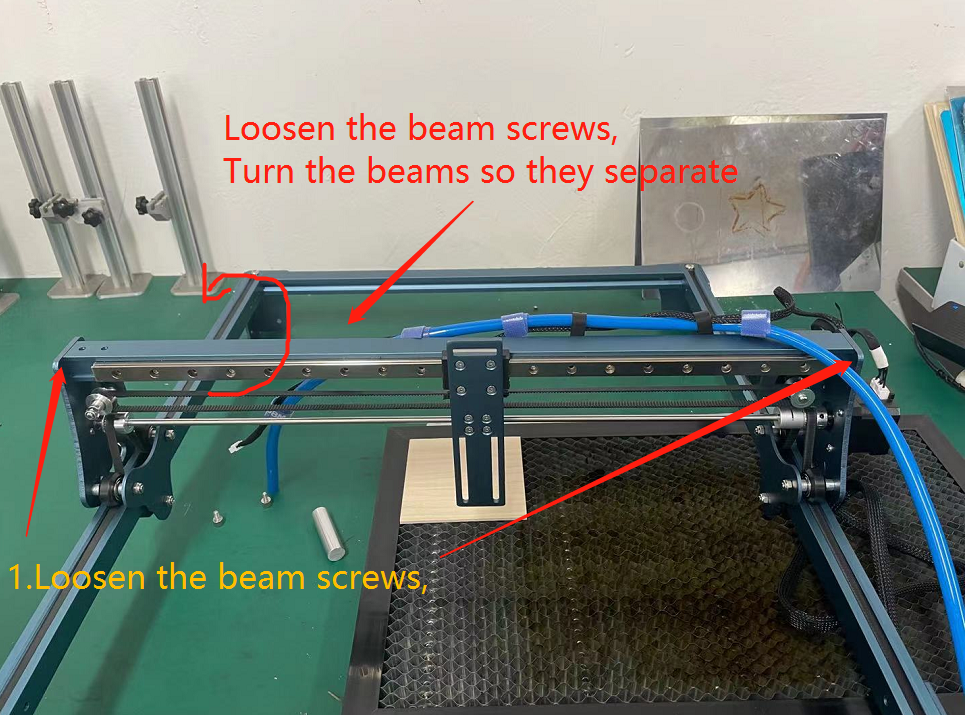
Es kann sein, dass sich das obere Profil, an dem die Linearschiene befestigt ist, etwas gelöst hat und dadurch die y-Achse blockiert wird. Falls das bei euch auch der Fall ist, könnt ihr durch Lösen der Schrauben am oberen Profil die Ausrichtung wieder korrigieren:
Riemenpositionierung
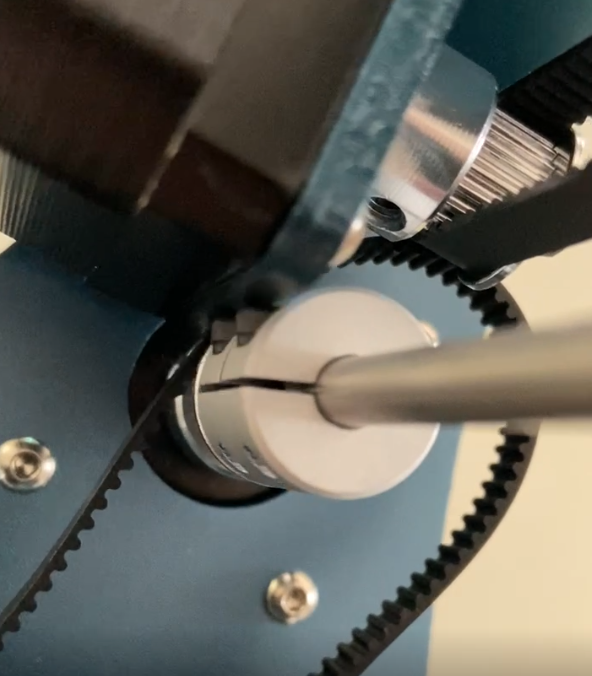
Wie oben erwähnt, hängt ein gutes Ergebnis von vielen Variablen ab, bei denen auch die geringste Kleinigkeit, die nicht richtig eingestellt ist, das fertige Bild beeinflussen kann. Man sollte sicherstellen, dass alle drei Riemen zentral zum Zahnrad verlaufen, eine leichte Abweichung entweder nach links oder rechts kann dazu führen, dass die Riemenkante an der Seite des Zahnrads reibt, was zu zusätzlicher Reibung führt. Um dies anzupassen, geht man wie folgt vor:

Man nimmt den mitgelieferten Inbusschlüssel und löst die abgebildete Madenschraube. Danach das Zahnrad vorsichtig so schieben, dass der Riemen zentral sitzt, und dann wieder anziehen. Man sollte diese Madenschrauben sowieso überprüfen, da sie bei einigen Benutzern locker waren.
Riemenscheiben / Zahnräder
Häufig berichten Nutzer davon, dass die Riemenscheiben nicht ganz fest geschraubt sind. Dadurch gibt es Spiel zwischen Achse und Riemen. Es empfiehlt sich also, auch hier zu prüfen, ob die Schrauben fest sind:




Schmutz
Man sollte immer sicherstellen, dass ALLES vor jedem Lasern sauber ist. Dazu gehört nicht nur die Laserlinse selbst, sondern auch die Schienen und Zahnräder, die im Laufe der Zeit Schmutz von den Rädern, Ruß von Holz und Farbe von Fliesen sammeln.
Um die Maschine zu reinigen, verwendet man ein Reinigungstuch, ich verwende Brillentücher für den Rahmen und Linsenreinigungsspray sowie weiche Wattestäbchen für die Linse und Zahnräder. Dies ist eine regelmäßige Aktion, die man alle paar Mal ausführen muss.

Um die Linse zu reinigen, verwenden viele Nutzer üblicherweise Isopropanol oder andere Alkohol-Reiniger und Wattestäbchen. Es ist schwer zu sagen, wie oft man das tun muss, es hängt stark vom Nutzungsniveau ab. Ich empfehle, am Anfang oft zu überprüfen und nach einiger Zeit hat man ausreichend Erfahrung, um es gut abschätzen zu können. Wenn man eine gute Air Assist Düse hat, muss man die Linse möglicherweise fast nie reinigen. Siehe auch das Video und die Beschreibung im nächsten Abschnitt.
Und das ist es. Natürlich muss man sicherstellen, dass man in erster Linie ein qualitativ hochwertiges Bild verwendet und dass die Verarbeitung in LightBurn oder einem anderen Laserprogramm, das man verwendet, korrekt angewendet wird. Dafür gibt es dann eigene Anleitungen, aber indem man alle oben genannten Schritte befolgt, stehen die Chancen gut, mit dem Sculpfun-Laser anständige Ergebnisse zu erzielen.
Befestigung der Stecker
Es kommt recht häufig vor, dass Nutzer Probleme mit der Steckverbindung am Laser-Modul haben. Das äußert sich dann entweder in einem Totalausfall des Moduls oder (sehr viel schwerer zu entdecken) durch einen Wackelkontakt und seltsamen Ergebnissen beim Lasern (nur ein Teil wird gelasert, zwischendurch fehlen Linien, Punkte, etc.). Es ist wichtig, für eine Zugentlastung am Stecker des Laser-Moduls zu sorgen! Das kann auf verschiedene Weise erfolgen. Im Lieferumfang des Lasers sind kleine Kabelbinder enthalten, die man dafür nutzen kann. Es gibt hier kein richtig oder falsch, wichtig ist, dass sich das Kabel am Stecker des Laser-Moduls nicht bewegt, wenn das Modul hin- und herfährt (oder geschoben wird). Manche 3D-gedruckten Halterungen enthalten Löcher, um die Kabel zu befestigen. Das gilt auch für den Schlauch des Air Assist!



Wenn ein Kabel gebrochen, ist, dann passiert das in der Regel direkt am Übergang zwischen Kabel und Stecker. Wenn man das Kabel als Ursache identifiziert hat, dann kann man in der Regel den alten Stecker abschneiden und einen neuen anbringen. Das geht im Prinzip auch sehr einfach, man benötigt allerdings entsprechendes Werkzeug. Ich empfehle ein Kit von Steckern inklusive Crimpzange anzuschaffen, das kommt bestimmt auch in anderen Fällen zum Einsatz. Die Stecker für Lasermodul sowie alle Stecker auf dem Mainboard sind „JST-XH 2.54“-Stecker. Nur die Schrittmotoren weichen ab, dort sind es „JST PH 2.0“-Stecker. Wie das Crimpen neuer Stecker geht, kann man bei YouTube sehen. Ich habe mal ein Video beispielhaft verlinkt.


Reinigung der Linse
Wenn die Linse sehr schnell verschmutzt, sollte man sicherstellen, dass die Air Assist-Pumpe saubere Luft einsaugt. Man sollte die Pumpe nicht im Inneren des Lasergehäuses oder an einem anderen Ort aufstellen, an dem sie Schmutzpartikel ansaugen könnte. Wenn man nicht für saubere Luft garantieren kann, sollte man einen Filter vor dem Lufteinlass verwenden.
Dies ist einer der wichtigsten Punkte, die man beachten sollte. Wenn man keinen perfekt abgestimmten Air Assist benutzt, ist es sehr wahrscheinlich, dass sich mit der Zeit Dreckpartikel auf der Linse sammeln. Das ist eine große Gefahr für den Laser! Wenn sich der Dreck auf der Linse durch den Laserstrahl erhitzt, wird die Linse blind oder springt sogar! Das ist die häufigste Ursache für defekte Laser und nachlassende Laserleistung. Lieber einmal öfter kontrollieren als einmal zu wenig. Je nach Benutzung kann sich das Intervall unterscheiden, aber bei häufiger Nutzung sollte das alle paar Betriebsstunden erfolgen. Die Reinigung kann mit einem Wattestäbchen und Reinigungsmitteln wie Alkohol, Isopropanol oder gezielt dafür vorgesehenen Optik-Reinigungsmitteln erfolgen. Im folgenden Video von Mike wird gezeigt, wie es funktioniert. Das ist analog bei allen Lasern der Sculpfun-Reihe. Einige Laser haben einen kleinen Linsenschutz (wie im Video zu sehen) eingebaut, der sich aber auch entfernen lässt. Die S9 Module haben in der Regel auch einen konischen Air-Assist-light Metallzylinder eingebaut, der sich durch Lösen der Madenschrauben ebenfalls entfernen lässt.
Hinweis für S10-S30: es kann nur die abschraubbare Linse ersetzt werden, nicht die Linse im Modul! Wenn die Linse im Modul defekt ist, muss das Modul getauscht werden!

Hier ein paar Videos zum Reinigungsprozess. Das hier zeigt die komplette Demontage und Reinigung des ganzen Moduls inklusive Lüfter (auf Spanisch, man kann die Untertitel übersetzen lassen):
Hier noch ein weiteres Video von Ingo:
S6 / S6 Pro mit kleinem Zylinder vor der Linse:
S9 & S10:
S30-Serie:
Anpassung der Firmware-Parameter
Oft kommen Instabilitäten auch von falschen Parametern in der Firmware. Ich empfehle folgende Werte einzustellen (siehe auch Seite zum Thema Firmware). Insbesondere die Beschleunigung sollte angepasst werden!
| Parameter | Wert | Erklärung |
|---|---|---|
| $110 | 5000 mm/min | Maximale Geschwindigkeit in x-Richtung |
| $111 | 5000 mm/min | Maximale Geschwindigkeit in y-Richtung |
| $120 | 250 mm/s² | Maximale Beschleuningung der x-Achse |
| $121 | 250 mm/s² | Maximale Beschleuningung der y-Achse |
Kalibrierung der Achsen
Falls trotz allem noch Ungenauigkeiten auftreten, lassen sich die Achsen mit einer LightBurn-Funktion noch genauer kalibrieren. Hierzu zeichnet man ein Rechteck (ich würde mindestens 100 × 100 mm empfehlen) und lässt es lasern. Nun kann man die tatsächlichen Strecken messen und im folgenden Assistenten von LightBurn eintragen (Bearbeiten ⇾ Maschineneinstellungen). Als Beispiel habe ich 102 mm an der x-Achse gemessen. Der Assistent gibt den neuen Wert für die Steps/mm der x-Achse ($100) aus und kann ihn auch direkt in der Firmware speichern. Danach lässt man das Rechteck noch einmal lasern und prüft, ob die Maße exakt stimmen.


Reinigung der Pumpe
Wenn die Pumpe nicht mehr die ursprüngliche Leistung bietet (oder für eine Zeit im Gehäuse des Lasers betrieben wurde – was man tunlichst vermeiden sollte!), dann ist sie vermutlich verdreckt. Jörg hat bei Facebook eine Anleitung zur Reinigung der Sculpfun-Pumpe erstellt, die ich hier zeigen möchte:







Die erste Version des Leitfadens wurde von Donna, Moderatorin der offiziellen Sculpfun-Benutzergruppe erstellt.